
Prezentare generală
Mașina-uneltă CNC este aplicarea integrată a tehnologiilor mecanice, electrice, hidraulice, pneumatice, microelectronice și informaționale și a altor tehnologii ca unul dintre produsele de integrare electromecanică, în echipamentele de fabricație mecanică cu flexibilitate, universală, de înaltă precizie, de înaltă precizie. eficiență „flexibil” echipament de producție automată, va procesa diferitele operațiuni și pași necesari și forma și dimensiunea piesei de lucru, cu cod digital, Prin mediul de control în dispozitivul de control numeric, dispozitivul de control numeric la informațiile de intrare prelucrare și calcul, control comandă sistem de mașini-unelte și componente de antrenare, prelucrare automată a piesei de prelucrat necesare. Nivelul tehnic al mașinilor-unelte CNC și procentul acestuia în producția și proprietatea totală a mașinilor-unelte de tăiat metale este unul dintre indicatorii importanți pentru măsurarea nivelului general al dezvoltării economice naționale și al producției industriale a unei țări. În ultimii ani, ponderea mașinilor-unelte CNC în întreprinderile chineze a crescut de la an la an și a fost mai folosită în întreprinderile mari și mijlocii și este, de asemenea, utilizată în general în întreprinderile mici și mijlocii și chiar intreprinderi individuale.
Cerințele procesului CNClathe
- Când piesa de prelucrat este prelucrată cu strung CNC, cantitatea de avans este mare, viteza de procesare este scăzută, iar procesul de prelucrare are sarcină de impact datorită suprafeței neuniforme a piesei de prelucrat.
- La finisare cu strung, cantitatea de alimentare este mică, pentru a asigura eficiența procesării, viteza de procesare este mare.
- Motorul axului trebuie să aibă o viteză mică și un cuplu ridicat și este stabil și poate funcționa la viteză mare.
- Recepția semnalelor analogice necesită liniaritate ridicată și interferență de sarcină scăzută.
- Zgomotul motorului este mic, iar interferența cu echipamentul de automatizare a sistemului este mică. Creșteți și reduceți viteza cât mai puțin posibil.
Avantajele produselor din seria CNClathe KD600
Invertorul vectorial de înaltă performanță din seria Kd600 adoptă o tehnologie avansată de control al fluxului, cuplul motorului la viteză mică este mare, precizia vitezei este mare, prețul este rezonabil, funcția este completă, cu procesare instantanee a căderii de curent și funcția de urmărire a vitezei și pornire din nou. , pentru a se asigura că sistemul realizează un mecanism de funcționare continuă, pentru a se asigura că motorul funcționează la cea mai înaltă stare de eficiență, prin urmare, utilizarea invertorului vectorial de înaltă performanță din seria KD600 în loc de servosistemul AC cu ax este cea mai bună alegere pentru industria mașinilor-unelte. Invertorul din seria KD600 are următoarele caracteristici:
- Tehnologie unică de control magnetic slab: poate fi un control bun al motorului cu cuplu mare de joasă frecvență, poate funcționa în 0 ~ 600Hz.
- Viteză de oprire rapidă și stabilă: tehnologia de oprire a decelerarii fluxului magnetic poate face ca motorul să încetinească și să se oprească într-un timp mai scurt.
- Precizia și stabilitatea vitezei: liniaritatea setării vitezei este bună, precizia stabilității vitezei este mare, iar fluctuația vitezei este de 5/1000 atunci când sarcina se modifică.
- Performanță excelentă la frecvență joasă: algoritm de control vectorial optimizat fără PG, frecvență joasă de 1 Hz până la ieșire de cuplu nominal de până la 150%, pentru a asigura o forță de tăiere puternică în timpul procesării semifabricatelor.
- Furnizați mai multe moduri de intrare în frecvență: 2 surse de tensiune 0 ~ 10V sau -10V până la +10V de intrare, 1 sursă de curent 4~20mA sau 0~20mA de intrare.
- Gamă largă de aplicații pentru tensiunea rețelei: Designul avansat al sursei de alimentare cu comutare poate fi aplicat la o varietate de medii de rețea.
- Proces de producție rafinat: adoptați un proces unic de îngroșare a acoperirii, conducta de aer este complet izolată de PCB-ul intern și are o adaptabilitate puternică la mediul fizic dur, cum ar fi praful metalic, gazul corosiv și umiditatea.
- Circuitul de absorbție a scurgerilor încorporat reduce foarte mult șocul electric la corpul uman atunci când carcasa echipamentului este încărcată.
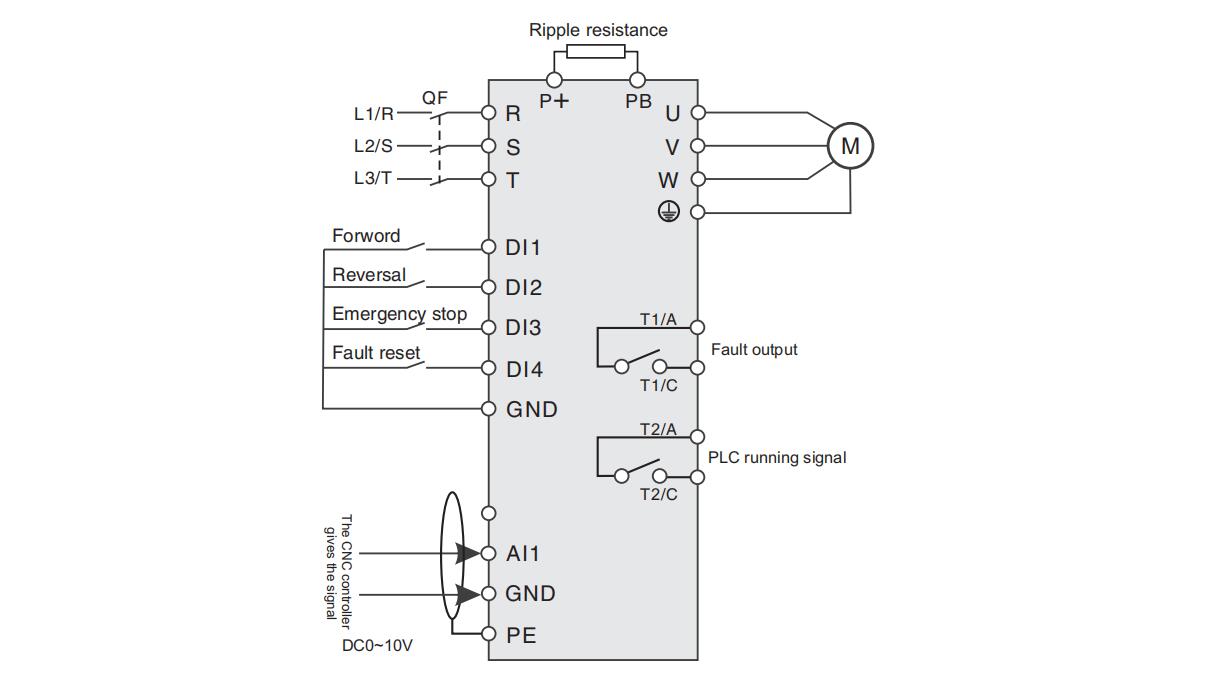
Schema electrică de bază
Setări și descriere a parametrilor
| Setarea parametrilor | Instrucţiuni | Setarea parametrilor | Instrucţiuni |
| P0-03=1 | Fără mod vector PG | P4-01=11KW | Puterea nominală a motorului |
| P0-04=1 | Terminalul extern pornește sau se oprește | P4-02=380V | Tensiunea nominală a motorului |
| P0-06=2 | Este dată mărimea analogică AI1 | P4-04=22,6A | Curentul nominal al motorului |
| P0-14=150 | Frecvența maximă de ieșire | P4-05=50Hz | Frecvența nominală a motorului |
| P0-16=150 | Limita superioară a frecvenței de operare | P1-06=1435RPM | Viteza nominală a motorului |
| P0-23=1,0 | Timp de accelerare | P6-00=2 | Ieșire de eroare |
| P0-24=0,8 | Timp de decelerare | P6-02=1 | Convertor de frecvență în funcțiune |
| P5-00=1 | alergare înainte | P5-01=2 | alergare inversată |
| Parametrii motorului P4-01~P4-06 vă rugăm să introduceți cu precizie | |||
Rezultatul depanării
S-a dovedit că convertorul de frecvență vectorial de înaltă performanță seria KD600 poate îndeplini pe deplin cerințele de control al axului mașinii-unelte. KD600 adoptă modul de control al vectorului fără PG, care poate furniza fără probleme un cuplu de 150% chiar și în condiții de operare cu viteză mică (frecvență joasă) pentru a satisface nevoile de procesare ale diferitelor piese și poate înlocui complet structura tradițională a arborelui rulmentului și acest ax. structura este simplă, compactă și poate realiza o adevărată reglare continuă a vitezei. Viteza acestui ax este controlată de un semnal analog extern pentru a controla frecvența de ieșire în diferite procese de procesare (de exemplu, degroșare, finisare, etc.) necesită viteză diferită, în acest moment, sistemul de control numeric poate emite diferite semnale de tensiune analogice către invertorul pentru a atinge viteze diferite, iar semnalul de pornire și oprire este, de asemenea, controlat de sistemul de control numeric, care îmbunătățește gradul de automatizare și prelungește durata de viață a unealtei.

Ora postării: 17-nov-2023